产品列表
轮毂轴承单元专用旋铆机铆接机

JM40-PLC轮毂轴承单元旋铆机(也叫轮毂单元铆接机)是我公司在JM30的基础上研发动的轮毂轴承单元专用铆接机,该机在原有简单的铆接机基础上增加了行程监控,压力 显示,使铆接过程的轴承游隙,铆接部位的疲劳强度,表面质量,加工效率都有了较大提升。供能介绍如下:
1、设备型号为JM40PCL,最大铆接压力为150KN,最大工作行程为40毫米。
2、铆接主轴下降速度可无极可调。
3、工作台侧边带刻度标尺,工作台升降可以刻度读数。
4、设备控制系统采用PLC系统,PLC采用西门子品牌。
5、控制系统要求加装称重传感器,铆接压力可测量,并以十进制数字屏幕输出,另加装光栅尺使便进行行程控制,并以十进制数字在显示屏输出。
6、在自动状态下对铆接 进行时间控制和位移控制.
7、对加工过程中每一个产品的铆接压力、铆接加工时间、无轴向进给的延时时间、铆接行程等进行定时记录存储到计算机(可选项目)。
8、设备提供培训服务,提供关键备件采购清单。
9、设备油漆颜色按标准色卡制作。
10、设备配备工件上料移动工作台,采用横向布置,油缸驱动左右移动上下料方案。操作时,工人将装配的零件放入移动工作台,按下按纽,工件自动移入铆接位置,铆接机随即开始铆接,铆接完成后,工件自动退出铆接位,工人取件完成一个循环周期。
电控方面介绍如下:
主控制器:采用西门子S7-200可编程控制器(PLC)作为主控制器
自珍断系统:主要用于主机开机检测是否准备就绪,例如夹具是否到位等。
起动控制回路:当两个起动按扭同时按下时机器才能开始工作。
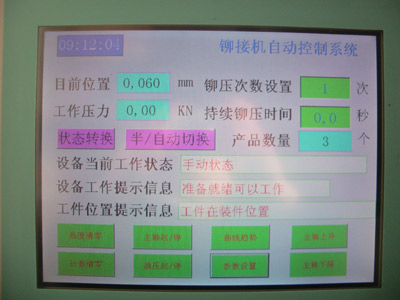
位置传感器:铆接行程在屏上显示出来。
铆接力传感器:检测当前工件所承受的铆接压力,并在屏上显示出来。
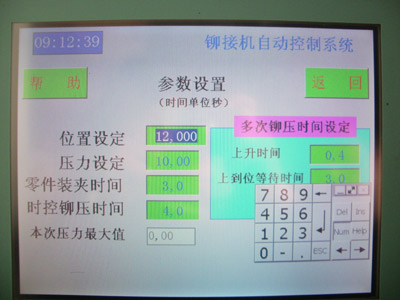
数据输入:用户直接在计算机(含控制系统)上输入设定参数,如输入位置设定值以及设置不同的力等。
工件个数:已加工工件的个数。
位控状态:在自动状态下,主轴的返回是受位置控制的。
点动控制状态:它是指示面板上功能控制开关当前的位置,分别有点动控制状态、手动控制状态、自动控制状态。
主轴启停: 按起动按扭则主轴电机起动,按停止按扭则主轴电机停止,操作完毕后关闭本窗口。起动主轴还可以按控制柜中的起停按扭。
油压启停:操作同主轴电机。
压力去零:如果主轴在上方,压力还有读数按扭按下时,当前压力被清零。
位置去零:如果主轴在上方,位置还有读数按扭按下时,当前位置被清零。如果想从下方算起,则当主轴在最下方时按扭按下,当前位置被置零。
计数清零:就是对加工工件个数清零,以便重新计数。
急停按扭:按下急停按扭,整个二次回路失电。
控制方式转换:本机起动后即处于时控状态,按此按钮依次进行时控、位控、压控转换。
本机压力传感器及光栅尺均采用国产件。
力、位移时间曲线:横轴为时间轴,纵轴分别显示压力和位移曲线,两曲线分别用不同的颜色来区分,且要用网格显示(位移和压力要都能较准确的读出)。
以下是该机的图片。


联系方式
- 武汉埃瑞特机械制造有限公司
湖北省武汉市洪山区李纸路板桥南5号
邮编:430065 - 手机:13507127863
- 服务电话:400-027-0250
- 服务电话:027-88716898
- 传真:027-88716898
- E-mail:market@irivet.cn